menu
Tungsten Inert Gas
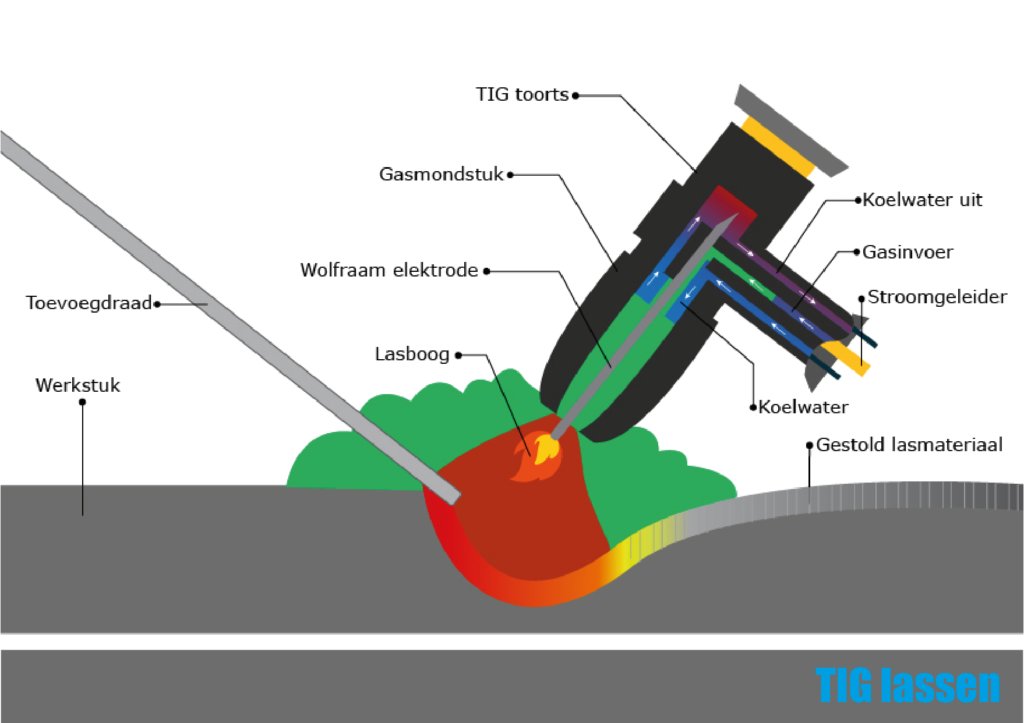
TIG is short for Tungsten Inert Gas. It gets its name from the English name for tungsten (tungsten) and the use of an inert gas. In TIG welding, heat is obtained by drawing a plasma arc between a tungsten electrode and the workpiece. Due to the high melting temperature of tungsten (3,410 ° C), this is a non-melting electrode. The temperature of the workpiece is between 6,000 to 7,000 degrees, but due to the cooling effect of the protective gas flowing past, the electrode has only one third of the temperature of the workpiece. The additive material is added separately manually in the molten bath.
High temperature
Because the temperature in this way of welding becomes much higher than, for example, in MIG / MAG welding, no CO2 can be used. At this high temperature, CO2 is unstable and free oxygen will attack the metal. Noble gases such as argon and helium do not have this objection. The area of application of TIG welding is mainly high-alloy steel (stainless steel, stainless steel) or aluminum. It is also regularly used for low alloy steel with thin sheet thicknesses as the welding speed is quite low.
AC or DC
Aluminum, aluminum alloys, magnesium alloys and aluminum bronze are welded with alternating current, the rest with direct current. This alternating current is necessary to ensure that the object’s protective oxide layer is ‘radiated away’. The disadvantage of this is that the tungsten electrode thereby becomes hotter and partially melts. This gives it a round point and allows a less narrow weld than we know with DC welding with a sharply ground electrode tip.
Difficult, but very strong
The highest welding quality can be achieved with TIG welding. However, TIG welding is the most difficult form of welding. This is because, in contrast to electrode and MIG / MAG welding, manual filler wire must also be added here. Some units can be equipped with a pedal to control the amperage. It then takes over the function of the torch switch. Another option is an extensive hose package with an additional rotary knob on the TIG torch.
 Nederlands
Nederlands
 Deutsch
Deutsch
 English
English